

塑料薄膜的霧度是檢驗其光學性能的重要指標之一,由于不同品種材料的塑料薄膜在霧度上會存在差異,為了準確的評定透明塑料薄膜的霧度,就可以使用霧度儀進行檢測。本文介紹了霧度儀檢測透明塑料薄膜霧度的方法,感興趣的朋友可以了解一下!

透明塑料薄膜的霧度要求:
對于塑料薄膜霧度,人們的考察范圍非常廣,品種有PE(聚乙烯)、PP(聚丙烯)、PS(聚苯乙烯)、PA(尼龍)膜等;組成既有單一樹脂薄膜也有樹脂混合物所得薄膜。在人們近50年對塑料薄膜霧度的研究中,可以總結為如下4類:
①PE等結晶性聚合物所得薄膜,都具有一定的霧度特性;
②無定形聚合物所得薄膜,如PC(聚碳酸酯)、PS和PMMA(聚甲基丙烯酸甲酯)等,其霧度為0,不具有霧度特性;
③無定形聚合物混合體系薄膜,在組分間相容性好且折射率一致時會透明;但在組分間相容性不好或者折射率不一致時,將呈現霧度特性;
④結晶性聚合物混合體系薄膜,如果配比恰當且樹脂品種匹配時將具有大的霧度,遠大于單組分體系薄膜的霧度,并且其霧度在很低的薄膜厚度時仍能有良好保持。
塑料薄膜霧度影響因素
影響塑料薄膜霧度的因素主要有2個大的方面:一是原料,如樹脂品類、樹脂本身參數及添加劑等;二是加工條件,如加工工藝不同,同一加工工藝下加工條件的不同等。
1.樹脂因素
樹脂因素包括樹脂的種類、樹脂的M,及其分布(MWD)、主鏈的規整與支化等,均通過影響樹脂的結晶性或者熔體彈性最終影響薄膜霧度。
2.添加劑影響
塑料材料總是伴隨著大量助劑的應用,這些助劑對薄膜的霧度也會產生影響。
3.加工因素
在薄膜霧度的研究過程中,考慮較多的加工因素主要是冷凝線高度、吹脹比、剪切。熔體溫度上升、擠出機螺桿轉速加大、壓縮空氣速度、風量加大或風溫升高都有可能造成冷凝線高度增大,熔體凝固時間增加,從而結晶晶粒更完善,使薄膜霧度增大;吹脹比的影響對霧度影響較小;力學處理(主要是指剪切)會造成熔體彈性下降,將使LDPE等類高熔體彈性或熔體彈性敏感樹脂薄膜的霧度下降。
霧度儀檢測透明塑料薄膜的霧度:
對于透明塑料薄膜來說,霧度和透光率是其重要的光學性能。霧度是指透過試樣而偏離入射光方向的散射光通量與透射光通量之比,其單位是百分率。如果透射光線與入射光線的偏離量大于2.5°,這時把這個光通量當作是霧度。一般霧度是由于材料表面缺陷、密度變化或產生光散射的雜質引起的。透光率是指透過試樣的光通量與射到試樣上的光通量之比,用百分數表示。在實際應用上,透光率和霧度是非常重要的。可用于控制產品和研究產品某些光學性能。
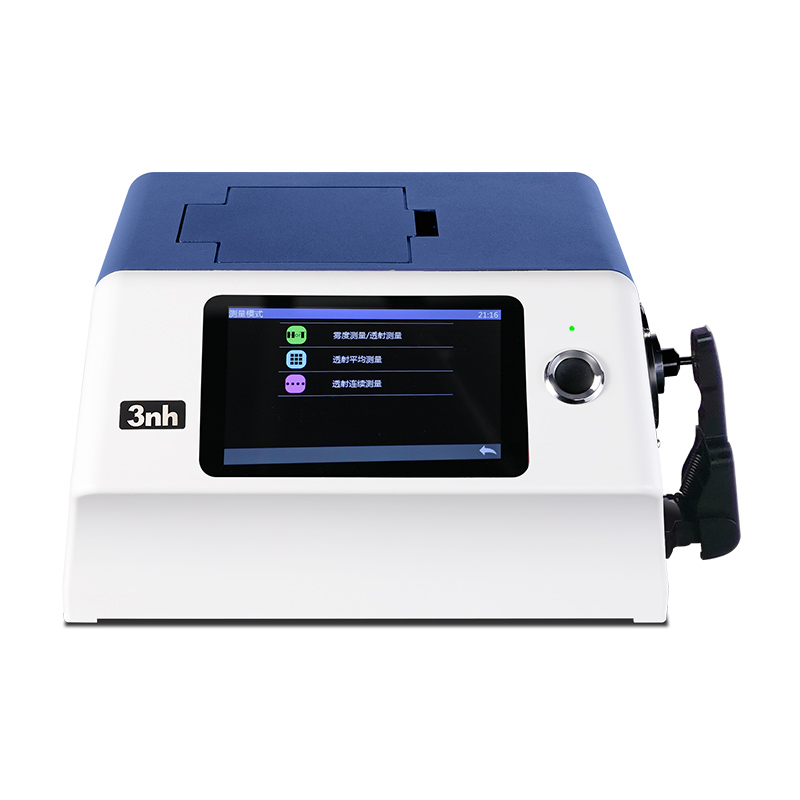
想要測量透明塑料的霧度,就可以使用霧度儀進行測量。具體步驟如下:
1.開機
按下電源開關至“I”,儀器上電,指示燈綠燈常亮,儀器正常開機;按下電源開關至“0”,儀器關機,指示燈熄滅。
開機狀態長時間未進行任何操作,儀器會自動進入待機狀態,此時按測量鍵,喚醒儀器進入工作狀態。
2.校正
放置標準板,調檢流計為100刻度,擋住入射光,調檢流計為1,反復調100和0直到穩定,即T1為100。
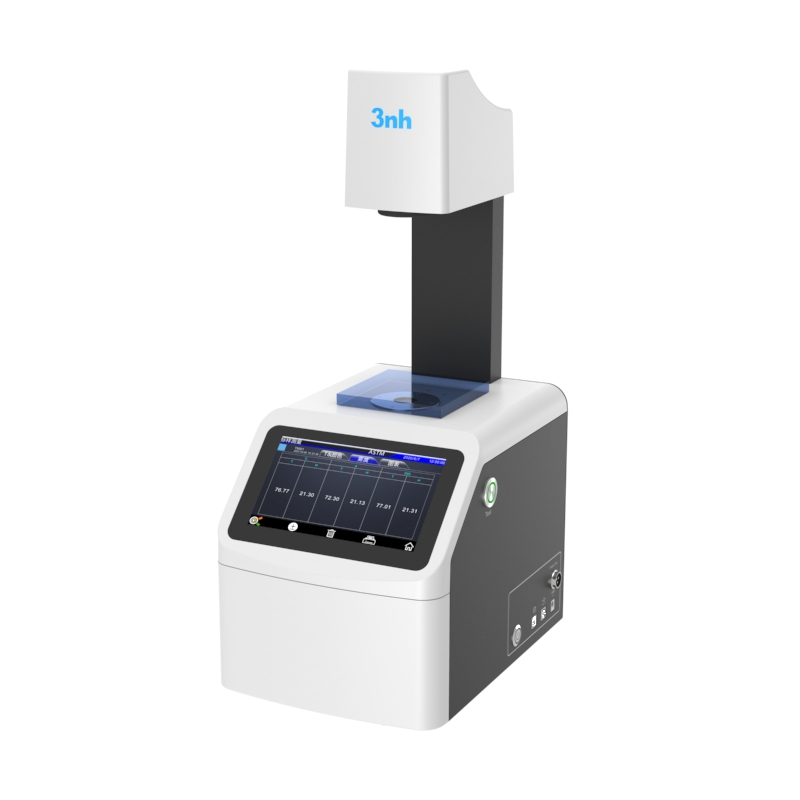
3.測量
放置試樣,此時透過的光通量在檢流計上的刻度為T2,去掉標準板,置上陷井,在檢流計上所測出的光通量為試樣與儀器的散射光通量T4。再去掉試樣,此時檢流計所測出的光通量為儀器的散射光通量T3。重復測量多個試樣的霧度和透光率。
4.關閉儀器
測量結束,終止實驗,關閉儀器。
